订购热线:18926408592 13288888681
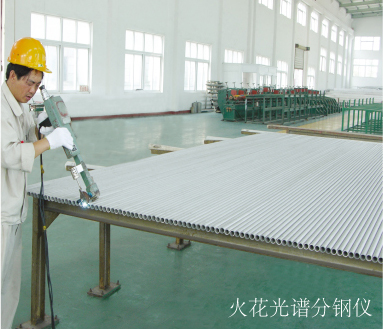
上一篇:火花光谱分析仪矫直机是对金属材料铝型材、棒料、管件、线缆等开展校直的机器设备。矫直机根据校直辊对棒料等开展挤压成型使其更改平行度。一般有两行校直辊,总数不一。也是两辊矫直机,借助两辊(正中间内凹,双曲线辊)的视角转变对不一样直徑的原材料开展校直。关键种类有工作压力矫直机、均衡滚矫直机、鞋滚矫直机、旋转反弯矫直机这些。
介绍
校直全过程
辊子的部位与被校直制品健身运动方位成某类视角,2个或三个大的是积极工作压力辊,由电机带姿势同向旋转,另一边的数个小辊是以动的工作压力辊,他们是依靠旋转着的不锈钢棒或管件滑动摩擦力使之旋转的。以便超过辊子对制品所规定的缩小,这种小辊能够另外或各自往前或向后调节部位,一般辊子的数量越大,校直后制品精密度越高。制品被辊子咬入以后,不断作平行线或旋转健身运动,因此使制品承担各层面的缩小、弯折、挤扁等形变,最终超过校直的目地。
安全操作规程
一、操作流程
⒈启动前,查验液压系统的齿轮油、减速器、齿轮箱的机油是不是蓄满。
⒉主电机起动前,开展拐角查验调节和液压传动系统压力调节。
⒊各润化点引入润滑脂,查验齿轮传动一部分的运行情况使其运装灵便。
⒋实际操作工作人员配戴好劳动保护用品,启动后不可转岗、串岗。
⒌在液压系统的油温度、汽压超过平稳后,上校直辊伸出至原始部位。
⒍人工服务受料,将钢管送过第三对校直辊后面再上校直辊压下去夹持。
⒎启动主电机,钢管旋转前行另外被校直。
⒏电机终止,校直辊终止校直,上校直辊伸出,送出去校直的钢管。
⒐如需翻转校直,可根据实际操作台子上的翻转旋纽,使服务器翻转,开展反方向校直。
⒑主电机终止,校直辊终止校直,钢管被退还到起止部位,待反复下一个校直程序流程命令。
⒒关机后,关紧总开关电源,不可以随便变更可编程控制器。
二、常见问题
⒈用心观察钢管直度,初调节时保证钢管与校直辊身四分之三触碰,并确保其空隙不超0.1mm。
⒉校直速率要依据钢管的弯折水平及其被矫钢管的材料来有效调节。
⒊依据钢管的材料、弯折度及所规定的精密度来调节左右辊中间的间距,确保校直压下量。
⒋矫管全过程中禁止用手触碰校直辊及健身运动中的钢管,并留意钢管工艺性能,避免钢管表层刮伤及压印造成。

工厂地址:
深圳市宝安区新桥街道上南东路99号
门市地址:
东莞市长安镇宵边第三工业区388号